
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 MK
MK
 HY
HY
 AZ
AZ
 UR
UR
 BN
BN
 LA
LA
 NE
NE
 MY
MY
 KK
KK
 UZ
UZ

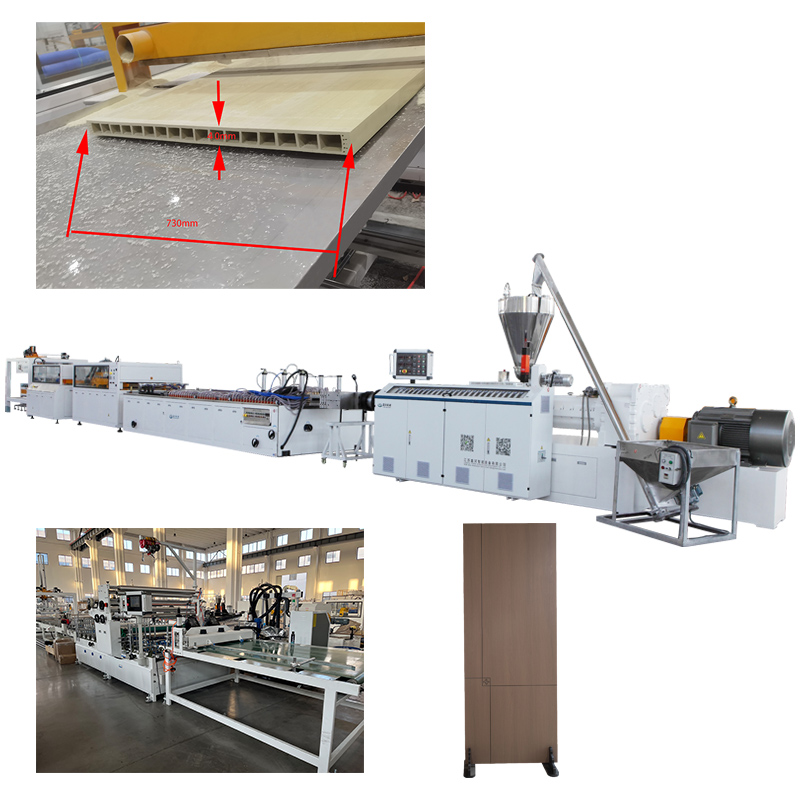
Цзянсу Синхэ Интеллигент Экипмент компаниясында автоматтандыруға құзырлы тұтынушыларымыз кейде сұрайды: «Егер кескіш жоғары жылдамдықты сервожүйе мен PLC басқаруын қолданса, неге негізгі экструдер инверторлар мен PID реттегіштерге сүйенеді?» Жауап қолданысқа арналған инженерлік шешімде жатыр — дұрыс істің дұрыс құралымен орындалуында.
Экструдер: Барлығынан бастысы — тұрақтылық
Екі осьті экструдер — үздіксіз балқыту, араластыру және тасымалдау жүзеге асыратын конустық экструдер. Ол күрделі логикалық реттеулер арқылы емес, төмендегілер арқылы жетістікке жетеді:
Ағаш талшықтарын қорғау үшін дәл температураны сақтау (±1°C ішінде)
Айнымалы кері қысымға қатысты тұрақты момент пен жылдамдық.
Мұндай тапсырмаларда арнайы компоненттер интеграцияланған жүйелерге қарағанда жоғары деңгейде болады. Біздің PID температура аймағын реттейтін құрылғылары жоғары сапалы, сонымен қатар шегелердің айналу жиілігін реттеу үшін қолданылатын ABB жиілік инверторларымыз да жоғары сапалы. Бұл реттегіштер жылыту/салқындату циклдарында қысқа реакция уақытына негізделген және көп электрлік шуға төзімдір. Ал ПЛК логикалық операциялар үшін жақсы, ал таза аналогтық процесті реттеу арнайы реттегіштермен тиімдірек орындалады.
Қиғыш: Дәлдік — барлығының басында
Қозғалыстағы қиғыш қозғалыстағы профильге дәл келуі керек: жылдамдығын арттырады, сәйкестенеді, дәл (±0,5 мм дәлдікпен) кеседі және қайта орнына қайтады, ал сызық үнемі қозғалыста болады.
Бұл қажет етеді:
Күрделі электрондық беріліс қатынастарын.
Кодталған кері байланыс мезгілсіз жауап береді.
Жоғары жылдамдықтағы қозғалыс реттеуі
Бұл жағдайда PLC және серво жетегі қолданылуы керек. Ол кесу уақытталуы логикасын орындайды, сервоға қалай идеалды синхрондалған кесулер жасау керектігі туралы хабарласады және ұзындықтарды тұрақты ұстайды. PLC басқаруы болмаса, осы дәлдікті қол жеткізу мүмкін емес.
Қарапайымдылық арқылы сенімділік
WPC өңдеу кезінде ұнтақталған ағаш пен жылу қолданылған кезде, жұмыс істеу уақыты мен қарапайымдылық арасында тікелей байланыс байқалады. Барлық функцияларды бір үлкен PLC-ге біріктірсек:
Бір ақаулық барлық жолды тоқтатады.
Ақауларды анықтау үшін күрделі бағдарламалық диагностика қажет болар еді.
Біздің таратылған архитектурамызда ақаулы температура сенсоры тек бір аймаққа ғана әсер етеді және оңай алмасылады. PLC негізіндегі кескіш жартылай тәуелсіз жұмыс істейді. Кескіштің PLC негізіндегі жүйесі жартылай тәуелсіз. Бұл модульдік құрылым азғантай ақаулардың бүкіл жүйенің тоқтауына әкелмеуін қамтамасыз етеді.
Синхэ философиясы
Экструдерде біз балқытпаның сапасын қамтамасыз ету үшін инверторларды және арнайы бақылауыштарды қолдануда тұрақтылыққа өте көп назар аударамыз. Кескіште пішімді қиықсыз жиекті және шығындардың минималды деңгейін қамтамасыз ету үшін ПЛК және сервожүйелер қолданылады.
Әрбір жүйе операторлардың бүкіл жүйені басқаруына және арнайы компоненттердің өзіне берілген міндеттерін орындауына мүмкіндік беретін ЖИА (адам-машина интерфейсі) сенсорлық экраны арқылы бір-бірімен байланысады. Бұл технологиялық шектеу емес, ол экструзия саласындағы жылдар бойы жинақталған тәжірибе мен Индонезия, Мексика, Вьетнам және басқа елдердегі тұтынушылардың пікірлері негізінде инженерлік шешімдердің оптимизациясы.
Синхэ таңдаған кезде сіз шынайы әлемде жұмыс істейтін өндірістік шешімнің үлгісін аласыз: экструдер жүректің сияқты үздіксіз жұмыс істейді, кескіш қол сияқты реакция береді, ал басқару философиясы дәлдікті де, өндірістік сенімділікті де бағалайды.
